Как паять медные трубы, какой припой использовать?
Специалистами пайка определяется как группа процессов соединения, посредством которых достигается объединение материалов нагреванием до температуры пайки. При этом используется присадочный металл (припой), обладающий ликвидусом (состоянием плавления), не превышающим 450°C и солидусом (твёрдым состоянием) ниже основных металлов. Инструкция пайки показывает — большая часть работы выполняется при температурах 175 — 315°C.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге








Способы соединения
Для соединения элементов из меди применяют разные методы. Чтобы провести работу, нужно использовать дополнительные элементы, называемые фитингами. Они используются для пайки или опрессовки. Во втором варианте применяются изделия с резиновыми уплотнительными кольцами. Их закрепляют на двух концах деталей, обжимают с помощью клещей. Однако спаивание деталей считается более надёжным.
Выделяют два метода спаивания медных элементов:
- Низкотемпературный метод. При его проведении применяется мягкий припой. Низкотемпературную пайку применяют при изготовлении трубопроводов, через которые будет проходить поток воды до 110 градусов. Место соединения нагревается до 300 градусов, расходный материал расплавляется и скрепляет элементы трубопровода.
- Высокотемпературный метод. Этот способ не применяется при изготовления бытовых сетей. Он предназначен для создания трубопроводов, по которым будут передвигаться рабочие смеси под высоким давлением или с высокой температурой.
Оба метода могут использоваться при создании сети, используемой для отопления помещений. Чтобы провести высокотемпературную пайку, необходим профессиональный нагревательный инструмент. Одновременно с этим, низкотемпературный метод может проводиться с помощью простой паяльной лампы.
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.

Необходимые материалы и приспособления олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Читайте также: Как сделать стул из полипропиленовых труб своими руками: пошаговая инструкция по изготовлению
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.

Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.

Ценовая политика или за сколько можно купить новую медную трубку для сплит – системы
Стоимость изделия составляет 42 рубля за погонный метр. В продажу поступают они бухтами, состоящими или из пятнадцати, либо из сорока метров.
Ценообразование осуществляется под влиянием следующих факторов:
- технологии, с помощью которых производится трубка кондиционера;
- характеристики самого исходного металла;
- марка-изготовитель.
Как вариант, если возникает потребность в замене-пайке проводящего устройства. Можно обратиться в компанию, которая занимается и поставкой самих изделий, и их монтажом.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Осуществляем процедуру самостоятельно: что для этого нужно
Прежде всего, необходимо запастись набором соответствующих инструментов. В случае если вы решили еще и изготовить составляющие для кондиционера своими руками, приобретайте труборез и несколько трубогибов. Первый позволяет грамотно обработать тот конец системы, которые впоследствии будет подвергаться пайке.
Непосредственно перед тем, как рассматривать вопрос, как запаять трубку кондиционера, отметим, что бывают они дюймовых и метрических размеров. Первые находятся в ценовом диапазоне от 170 рублей за один метр, вторые – дешевле, можно обойтись 30-40 за единицу.
Теперь непосредственно о самой пайке. Это сложная с точки зрения технологии процедура, в процессе осуществления которой происходит соединения деталей с помощью введения между ними, так называемого припоя, обладающего гораздо более низкой температурой плавления, чем тот материал, из которого изготовлены совмещаемые объекты.
Использование данной технологии обеспечивает герметичность шва под воздействием давления, его высокую коррозионную устойчивость, равномерное расширение при гипертермии, а, самое главное, длительный срок эксплуатации без ревизионного вмешательства.
Характер и качество соединения напрямую детерминированы квалификацией инсталлятора: помните об этом, когда решите выяснить, как запаять алюминиевую трубку кондиционера своими руками.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Виды медных труб
Перед изготовлением трубопровода нужно выбрать детали. Среди покупных деталей выделяют два вида:
- Неотожженные — высокопрочные элементы с низким показателем пластичности. Они не проходят дополнительную термическую обработку после изготовления.
- Отожженные — элементы, которые проходят дополнительную термическую обработку. Они выдерживаются при температуре около 700 градусов по Цельсию. Материал обретает высокий показатель пластичности. Благодаря дополнительной термической обработке, они становятся более устойчивыми к воздействию критических температур.
Медные трубы различаются по толщине стенок и размеру бухт, в которых они продаются. По ГОСТу они должны изготавливаться из чистой меди.
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Особенности пайки мягким и твердым припоями
Соединение медных труб имеет ряд характерных особенностей. Особо отчетливо они проявляются при использовании различных материалов.
Пайка звеньев легкоплавким припоем проводится при температуре 175–315ᵒC. Пайка твердыми составами осуществляется при разогреве места стыка до температуры 650–815ᵒC.
Пайка мягким сплавом используется для спаивания медных труб с внутренним диаметром до 22 мм, и твердым – при диаметре 22 мм и более.

Мягкие и твердые припои — описание
При достаточном разогреве происходит кипение нанесенного слоя флюса. При плавлении мягкого припоя образуется расплавленная капля, играющая важную роль для прочного соединения труб. Кипящий флюс выталкивает расплавленный состав из пространства стыка. Под действием капиллярных сил припайный сплав затягивается внутрь стыка при его остывании.
При пайке твердыми припоями встык между спаиваемыми элементами вставляется тонкая прокладка из мягкого металла. Соединяемые детали надежно и прочно фиксируются направляющей прокладкой.
Простая техника выполнения спаивания труб из меди и доступность всех материалов позволяет выполнять эту работу своими руками в домашних условиях.
Видео по теме: Пайка медных труб «мой опыт»
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
С использованием паяльника
- поверхность зачищается, обрабатывается ортофосфорной кислотой, нагревается паяльником, наносится олово;
- с применением горелки: на зачищенную поверхность наносится флюс, нагревается, кладется припой, расплавляется.
Как правильно паять медь газовой горелкой
Запаять медную трубку можно следующим образом:
- Зачистить место пайки мелким надфилем, шкуркой или металлической щеткой.
- Размельчить канифоль и посыпать место пайки.
- Нагреть трубку над газовым пламенем до тех пор, пока канифоль расплавится.
- Положить припой ПОС-30 или 40 и расплавить его паяльником, распределяя по поверхности.
В быту с обработкой меди сталкиваются не только тогда, когда надо паять медные трубы отопления или водопровода, но и в авторемонте, если на автомобильном радиаторе появилась трещина или течь. В этом случае делается пайка медного радиатора своими руками. Вместо газовой горелки автолюбители используют мощный электропаяльник для медных труб на 250 Вт. Для зачистки меди применяют шлиф шкурку или металлическую щетку, а для пайки олово,в качестве паяльной кислоты применяют канифоль или ортофосфорную.
Пайка паяльником в домашних условиях
Паять медь паяльником проще, чем с использованием горелки. Процедура выглядит следующим образом:
- Поверхность радиатора зачищается мелкозернистой шкуркой или щеткой.
- На края поврежденного участка равномерно наносится несколько капель кислоты.
- Трещина нагревается электропаяльником, подносится припой. Расплавившись, олово заливает пробоину.
Самостоятельная пайка медных труб отопления или водоснабжения, устранение трещин на радиаторах – несложный по технологии процесс, осуществимый в домашних условиях при наличии небольшого набора инструментов.
Пайка полипропиленовых труб. Полезные советы и инструкция

Трубы
Частное жилье, квартира и дом обустраиваются посредством применения инженерных коммуникаций. Проблема монтажа, реконструкции и ремонта на каждом из объектов требует ремонта или прокладывания системы водопровода и отопления. Современные технологии предложили владельцам объектов и специалистам по монтажу альтернативное, более бюджетное и удобное решение — трубы из полипропилена. Правильный монтаж определяет, что контуры отопления и водопровод не уступают другим вариантам по эксплуатационным свойствам. По отдельным параметрам присутствует существенно превосходство полипропиленовых конструкций над стальными. Сам процесс выполнения пайки труб не представляет сложности, не требует профессиональных знаний и особенных навыков. Он рассмотрен в инструкции, представленной ниже.
Трубы отличаются между собой
Перед началом описания инструкции по монтажу требуется дать определение материалам, разновидностям и сфере применения. Выбор труб по принципу цены или наличия в строительном магазине недопустим. Неправильный выбор чреват возникновением трудностей после монтажа. Они могут заключаться в возникновении протечек, трещинах и деформации. Это приводит к необходимости переделывать систему, нести дополнительные затраты.
Гидравлические расчеты определяют размерную сетку для труб. Коммуникации отличаются между собой и требуют разного диаметра трубы. Линейка диаметров составляет от 16 до 110 мм обеспечивает практически все варианты и потребности монтажа. Практика показывает, что потребности квартиры удовлетворяются трубами диаметром до 50 мм, исключения бывают редко. Трубы большего диаметра магистральные. Они требуют особенного подхода к монтажу и редко встречаются в работе домашнего мастера.
Трубы полипропиленовые отличаются между собой по цветовым решениям. Оттенки и разновидности труб по цвету никак не связаны с эксплуатационными характеристиками и ни на что не влияют. Их не стоит принимать во внимание. Это стандартное решение производителей, помогающее им сделать продукцию более броской и яркой на общем фоне. Единственная возможность выбрать трубу с определенным цветом и задачей — приобрести белое изделие для отопления. Цвет обеспечивает возможность вписаться в любой интерьер.
Если на трубе присутствуют цветные полосы, то они будут нести информационную нагрузку, понятную для всех. Синяя полоса говорит о применении изделия для потребностей холодного водоснабжения. Красная полоса говорит о предназначении выдерживать высокие температуры в процессе эксплуатирования. Маркировка цветом приблизительная и несет минимальную информационную нагрузку. Отдельные разновидности изделий не обременены даже такой маркировкой. Линия на трубах помогает определить нагрузку, свойства и становится ориентиром при стыковке на швах. Линия — удобный ориентир при монтаже.
Буквенно-цифровая маркировка несет основную часть информации. Искать ее нужно на внешней стенке изделия. Здесь стоит проявить особую внимательность и вникнуть в написанное производителем.
Полипропиленовая труба имеет обозначение PPR, принятое в качестве международной маркировки полипропилена. Обозначения РРRC, РР-В, РР-Н, РР-3 и другие встречаются при указании разновидности материала. Для удобства пользователя предусмотрена другая система маркировки, учитывающая тип, давление жидкости, перекачиваемые температуры. На практике применяется четыре типа труб: PN-10, PN-25, PN-16 и PN-20. От цифры зависят эксплуатационные свойства трубы и максимальная температура использования. PN-25 применяется для потребностей отопления и выдерживает температуру 95 градусов.
Эксплуатационные свойства имеют прямую зависимости от толщины стенок трубы. Толстые стенки могут выдержать большую температуру и высокое давление.
Полипропилен при своих плюсах имеет существенный недостаток — при перегреве наблюдается существенное линейное расширение. Трубы холодного водопровода, находящиеся внутри здания, не чувствуют на себе отрицательного влияния фактора расширения. Трубы горячего водоснабжения могут более существенно ощущать проблему, испытывать деформацию, появление напряжения внутри конструкции, провисание длинных участков.
Армирование полипропиленовых труб применяется для снижения влияния температурного расширения. Армируют стеклопластиком и алюминием. Армирующий пояс из стеклопластика располагается по центру толщины стенки трубы, не влияет на пайку.
Алюминиевое армирование делится на два типа. При первом слой фольги располагается в рядом с внешней стенкой изделия. Альтернативный вариант предусматривает прохождение слоя алюминия по центру. Оба типа отличаются по особенностям монтажа и конструкции.
Оба варианта армирования позволяют добиться существенного снижения уровня расширения труб при нагреве. Слой армирующего материала становится барьером против диффузии (проникновения кислорода через поверхность трубы внутри нее).
Проникновение кислородных молекул и их попадание в воду внутрь трубы вызывает ряд отрицательных последствий: существенное повышение газообразования, возникновение процессов коррозии, что очень опасно для котельного оборудования. Надежный армирующий слой существенно снижает отрицательное воздействие на трубы и коммуникации в целом. Трубы с армированием получили широкое применение в отопительных системах. Трубы для водопровода выбирают со стандартным стеклопластиковым армированием, не оказывающим на диффузию значимого эффекта и влияния.
Трубы реализуются отрезками стандартного размера по 2 м и 4 м. Торговые точки режут трубы кратно 1 метру. К трубам добавляются специальные комплектующие: резьбовые фитинги для перехода на другой тип труб, заглушки, муфты, компенсаторы, обводные петли и т.д.
Разнообразие конструкционных элементов и расходных материалов позволяет подобрать варианты для сборки системы любого уровня сложности. Расходники и детали стоят недорого, что позволяет сделать приобретение с нужным запасом для монтажа и использования.
Методы соединения труб из полипропилена
Полипропилен представляет собой термопластичный полимер. Структура материала поддается изменениям в процессе нагрева (пайки, сварки) — размягчается под воздействием высокой температуры. Два нагретых до одинаковой температуры фрагмента проходят процесс диффузии. Остывание предварительно нагретых частей изделия не меняет его свойств. При правильном нагреве и соединении обеспечивается создание монолитного узла.
На приеме нагрева основываются особенности технологий соединения полипропиленовых труб в одну систему. Метод получил название полифузной сварки. Проводится муфтовым или стыковым способом.
При монтаже применяется сама труба и муфта, диаметр которой меньше диаметра трубы. В нормальных условиях стыковка обоих элементов невозможна. В качестве муфты может выступать монтажный участок тройника, крана, отвода, резьбового винта и прочих комплектующих.
Процесс пайки полипропиленовых труб подразумевает одновременное насаживание обоих элементов на нагревательный элемент сварочного аппарата. На сам рабочий нагреватель заранее соосно вмонтирована пара нужного диаметра, состоящая из муфты на металлической базе, куда будет вставляться труба, и специального дорна для одевания соединительного элемента. При пайке образуется пояс расплавленного полипропилена, примерно равный по ширине и глубине. Важной особенностью монтажа является правильное выставление температуры. Нельзя допустить расплавление труб по всему диаметру. Трубы снимаются с нагревательного элемента и с усилием, соосно соединяются вместе. Расплавленный полипропилен прослужит соединительным элементом и уплотнителем, благодаря которому меньшая муфта будет надежно заходить в трубу и обеспечивать плотное соединение на всю длину места прогрева.
Важным отличием альтернативного способа пайки полипропиленовых труб является обязательная стыковка одинаковых по диаметру деталей. Первым шагом считается точная подгонка торцов для последующего стыкования. Трубы с обеих сторон с силой прижимаются к торцевателю. После фиксации на место торцевателя укладывается нагревательный элемент плоской формы. По мере нагревания обе трубы будут равномерно расплавляться. Далее трубы сжимаются для обеспечения полифузии. Сжатие проводится с усилием. По мере остывания происходит полимеризация материала и создается надежный шов на месте стыка. Условия, нужные для такого монтажа, достигаются только при наличии специального оборудования. Оно обеспечить равномерный нагрев и стыкование.
Процесс сварки ППР труб
Залог успеха состоит в выполнении максимального количества узлов в одной позиции на верстаке. Лучше проводить работы по пайке ппр труб с помощником, ведь при самостоятельном монтаже просто допустить ошибку.
Подготовка паяльного аппарата

На нагреватель надевают и затягивают специальными винтами рабочие пары — дорны и муфты. Диаметры подбираются под рабочие нужды. Если подразумевается работа с одним типом трубы, то достаточно одеть одну пару, максимально близко расположенную к концу нагревателя.
Важно! Работать удобнее при условии надежной фиксации аппарата на рабочей поверхности верстака. Хорошо, если конструкция предусматривает винт для крепления на краю столешницы. Если такой возможности нет, то можно привинтить аппарат к поверхности саморезами. Для такой фиксации должна быть специальная поверхность.
Для работы с полипропиленом требуется включить на паяльнике температуру в 260 градусов. Температура одинаковая для всех труб. Изменяется только время прогрева.
Следует смотреть за тем, чтобы была достигнута рабочая температура. Для этого нужно просматривать средства индикации, доступные на конкретном аппарате.
Важно! Перед соединением и нагревом обязательно следует очистить места соединения от пыли и грязи, а также провести обезжиривание.
Разметка соединения
Следующим шагом является разметка соединения. Требуется отмерить длину пояса провара и сделать пометку карандашом или маркером. Это будет место, по которое труба будет введена в нагревательную муфту. Для каждого диаметра устанавливается свой показатель, и ему нужно следовать. При необходимости наносится дополнительная метка, если имеет значение взаимное расположение деталей для сопряжения.
Соединение труб

Далее помеченные элементы труб одновременно вводят в муфту паяльника, а элемент соединения устанавливается в дорн. Труба должна быть введена до отметки, элемент соединения — до упора.
После установки элементов начинает вестись отсчет времени прогрева, зависящего от диаметра трубы, и ему обязательно надо следовать.
В конце времени прогрева детали также одновременно снимают. У мастера есть секунды для их соединения и придания правильного положения. Детали с усилием заводятся друг в друга. Легкая корректировка допускается в первые 1-2 секунды. Детали удерживаются без изменения положения все время, отведенное на фиксацию.
Готовый узел не должен использоваться и испытывать нагрузки все время, предусмотренное для полимеризации полипропилена.
Перед первой пайкой полипропиленовых труб рекомендуется купить соединительные элементы и трубы для тренировки. При успешной пайке образовывается буртик в 1 мм, не портящий внешнего вида изделия.
Подписывайтесь так же на наш Youtube, группу Вконтакте, Яндекс Дзен. Там много полезного и интересного контента!
Как сварить (спаять) полипропиленовые трубы
Все чаше металлические трубы заменяют на пластиковые, в частности — из полипропилена. Они имеют длительный срок эксплуатации (до 50 лет), не ржавеют, не гниют, весят немного, да еще и собрать все можно своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует некоторого навыка, но он приходит быстро. Предварительно можно попрактиковаться на небольших обрезках и недорогих фитингах, а затем приниматься за создание более серьезных вещей.

Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.

Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.

Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве, работают и те и другие, разницы практически нет. Кому что удобнее, то и выбирают.

Так выглядит хорошо сделанное соединение в разрезе — как единое целое
Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.

Если резать так, срез будет ровным и гладким
Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
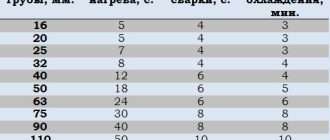
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
Диаметр полипропиленовой трубы Глубина сварки Время нагрева Время сварки Время охлаждения 16 12-14 мм 5 с 6 с 2 мин 20 14-17 мм 6 с 6 с 2 мин 25 15-19 мм 7 с 10 с 2 мин 32 16-22 мм 8 с 10 с 4 мин 40 18-24 мм 12 с 20 с 4 мин 50 20-27 мм 18 с 20 с 4 мин 63 24-30 мм 24 с 30 с 6 мин 75 26-32 мм 30 с 30 с 6 мин Вообще паять можно при +5°C, но данные приведены для +20°C. При более жаркой погоде время выдержки элементов на паяльнике сокращают на 30-60 секунд, при более холодной — увеличивают.
Обратите внимание, на колонку «глубина» сварки в таблице. Эта отметка ставится на трубе. До нее надо будет вдавить ее в фитинг. При этом перед кромкой фитинга образуется небольшой валик расплавленного пластика. Это и будет означать, что шов сделан верно.

Ошибки, которые могут быть при сварке полипропиленовых труб
Еще одна колонка требует пояснения — «время сварки». Это время, на которое надо сдавить и зафиксировать свариваемые элементы.
Вообще, если попробовать вставить холодную трубу в фитинг, она должна заходить с большим трудом — наружный диаметр трубы слегка больше внутреннего диаметра фитинга. Это сделано намеренно, для обеспечения некоторого излишка материала, из которого и образуется валик на шве. Чтобы сварка полипропиленовых труб была надежной, лучше все комплектующие брать одной фирмы. Так гарантировано размеры будут совпадать. В противном случае, надо примерять — чтобы фитинг не «проскакивал», а натягивался с трудом.
Технология
Как уже говорили, при сварке полипропиленовых труб, их и фитинги надо очистить, обезжирить и высушить. И только после этого можно начинать паять.
Такая подготовка подходит для всех типов труб, кроме армированных фольгой. В этом случае после того, как отрезали нужный кусок, срез зачищают до фольги специальным устройством — шейвером. В него вставляется труба и несколько раз проворачивается. При этом снимается верхний слой пластика, после чего можно обезжиривать и паять.

У армированных фольгой труб срезается полипропилен до фольги
После того, как поверхность высохнет, на трубе рисуют метку, отмечая расстояние на которое надо вдавить ее в фитинг (проще всего тонким маркером или остро отточенным простым карандаошом).

Отмечаем глубину сварки
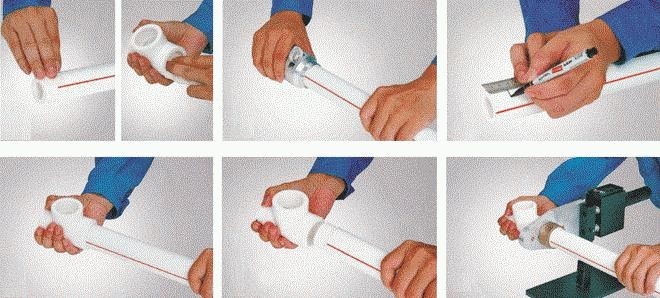
Пайка полипропилена пошагово
Далее технология сварки пп труб такая:
- Отрезанный участок трубы надеваем на дорн, фитинг вставляем в гильзу. Делать это необходимо одновременно, в крайнем случае, раньше надевается фитинг, так как имеет большую толщину стенок. Задержка должна быть очень маленькой.
Одно замечание: сразу после окончания сварки, осмотрите насадки на паяльнике. Если есть остатки материала, они удаляются мягкой, безворсовой, нелиняющей (белой) тканью. Оставлять пластик на паяльнике нельзя — следующий фрагмент прилипнет, отдирать будет сложно. Нельзя чистить насадки с применением абразивов -покрытие у них тефлоновое, царапаются легко. А даже микроскопические царапины приведут к тому, что фрагмент на паяльнике (утюге), залипнет.
Работать, кстати, лучше в нитяных перчатках — меньше ожогов будет.
Перед вводом системы в эксплуатацию, ее надо проверить. Делают это при помощи опрессовки. Что это такое, и как ее делать, читайте тут.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).

Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.

Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.

Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.

Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.

Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
Источник https://spark-welding.ru/montazh-i-remont/kak-payat-mednye-truby-dlya-vodoprovoda.html
Источник https://eurosantehnik.ru/pajka-polipropilenovyx-trub.html
Источник https://stroychik.ru/vodosnabzhenie/svarka-polipropilenovyh-trub